
Produktdatenblätter
Nutzen Sie unsere PDF-Datenblätter mit umfangreichen technischen Daten über unsere Polymere, darunter Informationen zu thermischen, elektrischen und mechanischen Eigenschaften.
Vorschriften
Informieren Sie sich über aktuelle Vorschriften im Zusammenhang mit unseren Kunststoffen und erfahren Sie, welchen Vorschriften unsere Kunststoffe weltweit unterliegen.
Zertifizierungen und Verordnungen
Erfahren Sie, welche erstklassigen Qualitätssicherungs- und Testmöglichkeiten wir von Haus aus bieten, und laden Sie ISO-Qualitätszertifikate herunter.
Sicherheitsdatenblätter
Hier finden Sie aktuelle Informationen zur Materialzusammensetzung und erfahren, wie Sie unsere Produkte sicher handhaben, lagern und entsorgen.
Begleithandbücher und Material-Wissen
Sie benötigen einen Überblick über unser gesamtes Produktportfolio, möchten mehr über Anwendungen und Teile-Design erfahren? Dann nutzen Sie unsere Begleitliteratur zu Materialauswahl, Bearbeitung, Bauteildesign und vielem mehr.
Broschüren und Informationen zu Produkten und Branchen
Jede Branche hat ihre eigenen technischen Herausforderungen. Entdecken Sie Lösungen für Anwendungen in bestimmten Branchen, von der Lebensmittelverarbeitung bis zur Halbleiterfertigung und darüber hinaus.
MatFind
Quickly find the optimal engineering plastic for your application. Simply input the performance properties you require, and MatFind will help you filter and compare materials.

Bearbeitungs-Empfehlungen
Erzielen Sie mit dieser Anleitung zur Kunststoffbearbeitung die besten Ergebnisse bei Ihren Fertigteilen.

Datenbank zur chemischen Beständigkeit
Sie sind sich nicht sicher, welche Materialien für die eingesetzten Chemikalien geeignet sind? Bewerten Sie mit diesem praktischen Hilfsmittel die chemische Beständigkeit technischer Kunststoffe.
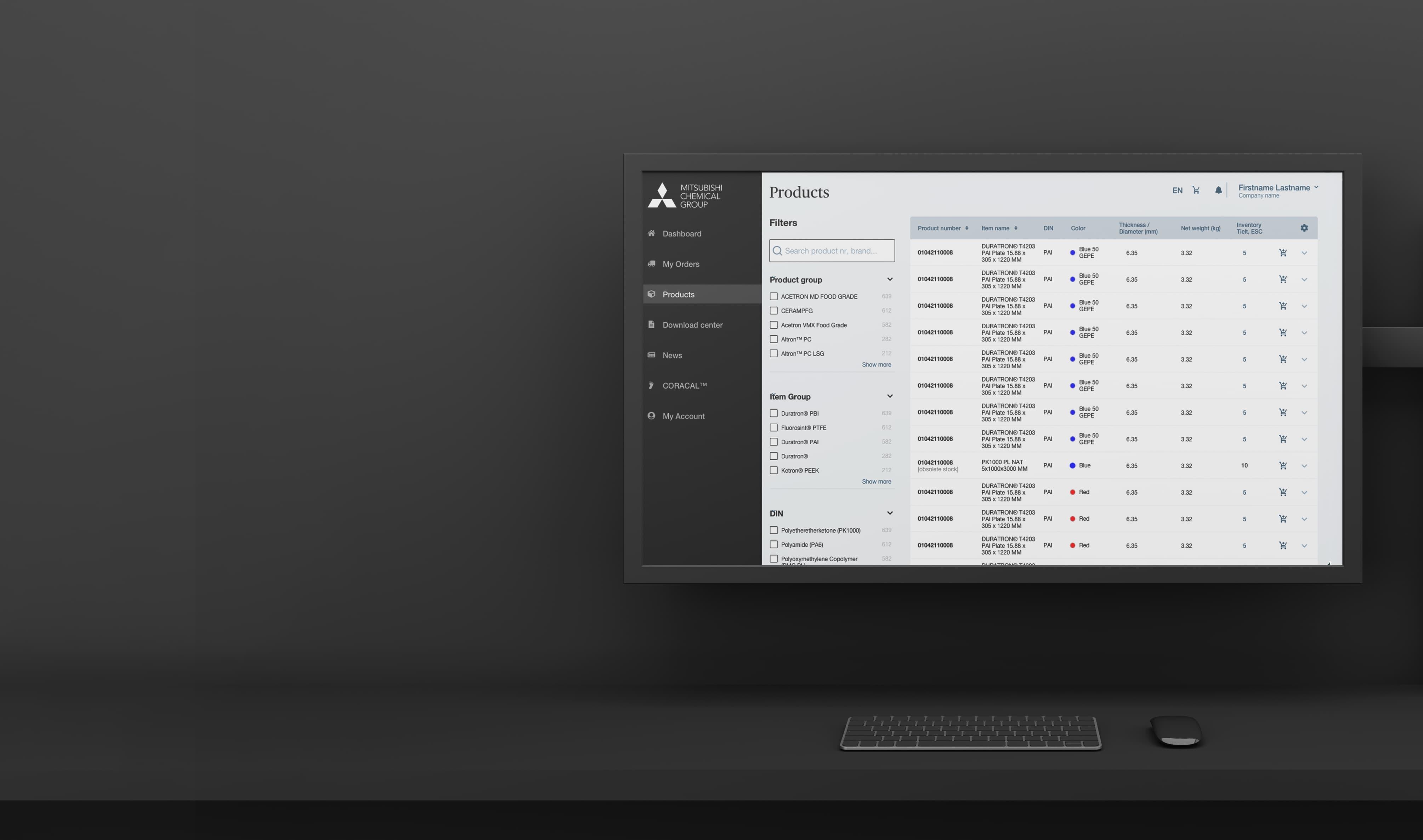
Alle Informationen zu Bestellungen, Lieferzeiten und Preisen auf einen Blick. MCAM Connect hat viele hilfreiche Werkzeuge für Sie!
Sie sind bereits Kunde der Mitsubishi Chemical Group und möchten Connect ausprobieren? Ihr Kundenbetreuer ist Ihnen gerne beim Einstieg behilflich.
Geschäftsbedingungen
Alle Geschäfts- und Nutzungsbedingungen unserer Standorte in Nord-/Südamerika und Kanada, Europa, dem nahen Osten, Afrika und Asien.
Nutzungsbedingungen
Ausführliche Informationen zu Urheberrecht, Handelsmarken, Patenten und mehr, einschließlich der Nutzungsbedingungen unserer Website.
Datenschutz
Angaben zu Datenschutz, Datenerfassung und Verwendung personenbezogener Daten.
Kontaktieren Sie unsere Spezialistenteams, indem Sie das Kontaktformular ausfüllen. Wir sind gespannt auf Ihre nächste Aufgabe.
Kontakt

Anwendungen
Ob Sie ein unzureichendes Metallteil ersetzen, ein innovatives neues Bauteil entwerfen oder die Ökobilanz eines Produkts reduzieren möchten: Thermoplaste und Verbundwerkstoffe machen es möglich.

Branchen
Ihre Branche, unsere Materialien. Erfahren Sie, wie moderne Thermoplaste und Verbundwerkstoffe technischen Anwendungen in Ihrem Bereich echten Mehrwert bringen.

Services
Wir sind nicht nur Anbieter von Hochleistungsmaterialien, sondern begleiten Sie bei Materialauswahl, Design, Prototypentwicklung, Recyclinglösungen und vielen anderen Aspekten Ihres Projekts.

