
Hochleistungskunststoffe werden zunehmend eingesetzt, um Materialien wie Bronze, Edelstahl, Aluminium und Keramik zu ersetzen. Die beliebtesten Gründe für den Umstieg auf Kunststoff sind:
- Längere Lebensdauer der Teile
- Eliminierung der Schmierung
- Geringerer Verschleiß der Gegenstücke
- Schnellerer Betrieb von Geräten/Liniengeschwindigkeiten
- Geringerer Stromverbrauch für den Betrieb der Geräte
- Korrosionsbeständigkeit und Inertheit
- Gewichtsreduzierung
Bei der Vielzahl von Kunststoffen, die heute erhältlich sind, kann die Auswahl des richtigen Materials für Ihre Anwendung schwierig sein. Um Ihnen dabei zu helfen, haben wir die folgenden Richtlinien für Neueinsteiger in die Welt der technischen Kunststoffe erstellt.
1. Was ist der allgemeine Zweck der Anwendung?
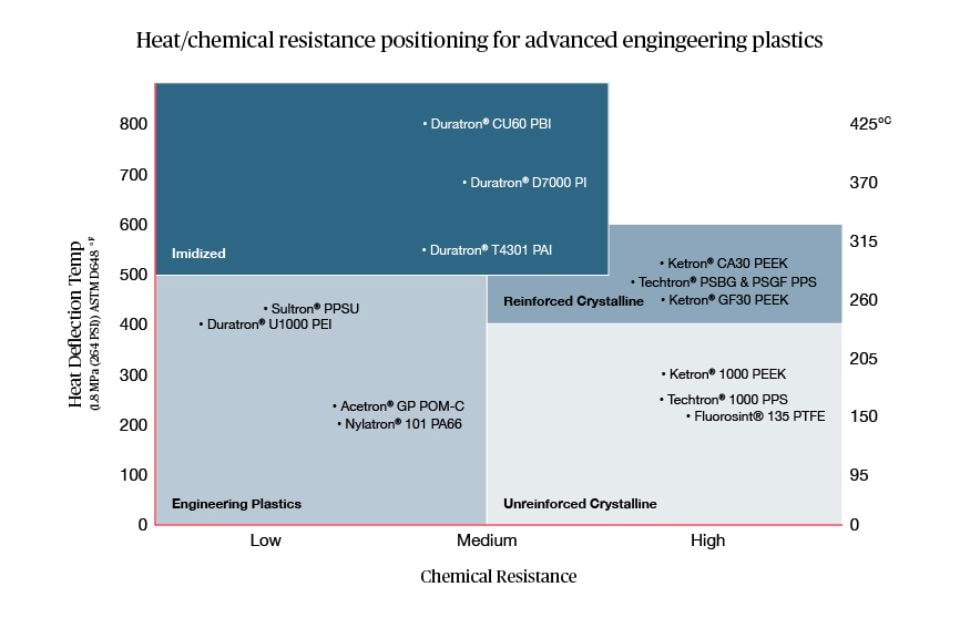
2. Wie hoch sind die thermischen Anforderungen an das Kunststoffmaterial?
3. Welchen Chemikalien wird das Kunststoffmaterial ausgesetzt sein?
-
Die Anforderungen an die chemische Beständigkeit in einer bestimmten Anwendung sind schwer vorherzusagen. Der Grund dafür ist, dass Konzentration, Temperatur, Zeit und Spannung jeweils mitbestimmen, für welche Anwendung ein Material geeignet ist. Deshalb empfehlen wir Ihnen dringend, die Materialien unter den realen Einsatzbedingungen zu testen.
Im Allgemeinen haben Thermoplaste den Vorteil, dass sie ein breites Spektrum an chemischer Beständigkeit aufweisen. Das erleichtert Ihnen die Auswahl des richtigen Kunststoffmaterials gemäß der Spezifikationen Ihrer Anwendung.
Nylon, Acetal und Ertalyte™ PET-P haben beispielsweise chemische Beständigkeits-Eigenschaften, die sie generell für die Interaktion mit Chemikalien in den meisten industriellen Standardumgebungen auszeichnen. Abgesehen von Standardanwendungen sind hochleistungsfähige, kristalline Materialien wie gefülltes Fluorosint™ PTFE, Techtron™ PPS und Ketron™ PEEK besser für aggressive chemische Umgebungen geeignet.
4. Berücksichtigen Sie zusätzliche Kriterien
5. Welche Kunststoff-Form eignet sich am besten für Ihr Teil?
-
1. Was ist der allgemeine Zweck der Anwendung?
-
2. Wie hoch sind die thermischen Anforderungen an das Kunststoffmaterial?
-
3. Welchen Chemikalien wird das Kunststoffmaterial ausgesetzt sein?
-
Die Anforderungen an die chemische Beständigkeit in einer bestimmten Anwendung sind schwer vorherzusagen. Der Grund dafür ist, dass Konzentration, Temperatur, Zeit und Spannung jeweils mitbestimmen, für welche Anwendung ein Material geeignet ist. Deshalb empfehlen wir Ihnen dringend, die Materialien unter den realen Einsatzbedingungen zu testen.
Im Allgemeinen haben Thermoplaste den Vorteil, dass sie ein breites Spektrum an chemischer Beständigkeit aufweisen. Das erleichtert Ihnen die Auswahl des richtigen Kunststoffmaterials gemäß der Spezifikationen Ihrer Anwendung.
Nylon, Acetal und Ertalyte™ PET-P haben beispielsweise chemische Beständigkeits-Eigenschaften, die sie generell für die Interaktion mit Chemikalien in den meisten industriellen Standardumgebungen auszeichnen. Abgesehen von Standardanwendungen sind hochleistungsfähige, kristalline Materialien wie gefülltes Fluorosint™ PTFE, Techtron™ PPS und Ketron™ PEEK besser für aggressive chemische Umgebungen geeignet.
-
-
4. Berücksichtigen Sie zusätzliche Kriterien
-
5. Welche Kunststoff-Form eignet sich am besten für Ihr Teil?
Sie möchten mit einem Experten für Materialauswahl sprechen? Nehmen Sie mit unseren Spezialistenteams Kontakt auf, indem Sie das Kontaktformular ausfüllen. Wir sind bereit für Ihre nächste Herausforderung.
Kontakt
