Spritzguss vereinfacht die Teile-Produktion
Schauen Sie sich unsere Verbundwerkstoffe und Kunststoffe für das Spritzgießen an. Erfahren Sie, wie wir Sie beim Formdesign von Anfang bis Ende unterstützen, modernste Prototypen fertigen und die neuesten Prüfverfahren einsetzen.

Die MCG Advanced Materials Division ist erfahrener Experte für Spritzgussteile. Diese werden hier für den Einsatz in funktionskritischen Systemen entwickelt, geprüft und gefertigt. Die Endanwendungen liegen im Bereich Automobile, Medizin oder Elektronik.
Spritzgussteile interagieren mit dem Rest des Endprodukts auf komplexe Art und Weise. Sie müssen dabei hohen Qualitäts- und Funktionsanforderungen genügen und in der Anwendung höchste Leistung erbringen.
Seit der Einführung des Spritzgussprogramms 1933 hat Mitsubishi Chemical Group kontinuierlich in Technologien, Wissen und Fähigkeiten investiert. Dadurch können wir Spritzgussteile fertigen, deren Qualität und wirtschaftliches Potenzial für Kunden von größtem Wert sind.
Die Säulen unserer Spritzguss Kapazitäten
- Umfassendes Portfolio an Spritzgussmaterialien
- Formkenntnisse und Design Support
- Modernstes Prototyping und neueste Tests

Spritzgussfähige Materialien
Unsere technischen Service-Teams arbeiten eng mit unseren Kunden zusammen und bekommen so ein tiefes Verständnis ihrer Qualitätsanforderungen und Budgetvorgaben. Dadurch können sie den am besten geeigneten spritzgussfähigen Kunststoff oder Verbundwerkstoff aus unserem breiten Portfolio auswählen.
Viele technische Kunststoffe auf dem Markt sind nur als Halbzeuge erhältlich. Dank unseres umfangreichen Produktangebots ist das Spritzgießen mit einem Großteil unserer technischen Materialien möglich. Das gilt für unsere allgemeinen technischen Kunststoffe PA, PP und POM, ebenso wie für Ertalyte™ PET-P und Techtron™ PPS. Bei besonders anspruchsvollen Anwendungen, die extreme mechanische Stärke erfordern, erweitern wir diese Auswahl auf unsere modernen Verbundwerkstoffe und Thermoplaste: KyronMAX™ Kohlefaserverbundwerkstoffe, Duratron™ PAI und PEI sowie Ketron™ PEEK.
Design Support vom Fertigteil bis zur Auswahl der Fertigungsform
Wir sind ein End-to-End-Partner für spritzgegossene Kunststoffteile. Dies schließt die Unterstützung durch Experten bei der Gestaltung von Fertigteilen sowie Formen ein. Unser Design Support umfasst einige spezielle Technologien wie etwa das Design for Manufacturing (DFM), Design for Assembly (DFA) und Design for Disassembly (DFD) mittels computergestützter Gestaltungstools.
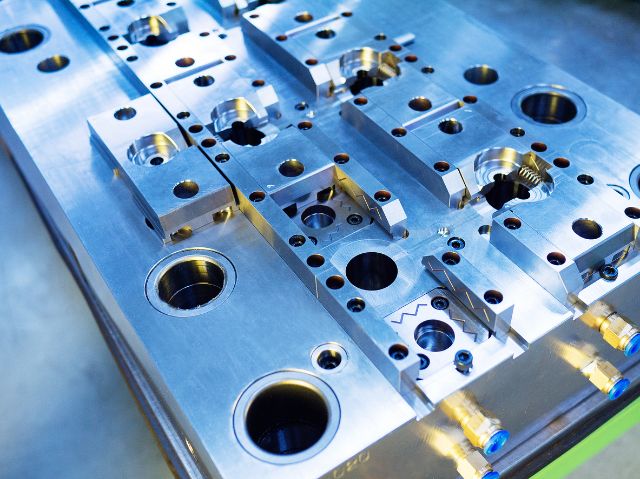
Die Leistungsfähigkeit und Lebensdauer eines Spritzgussteils hängt direkt mit der Qualität der eingesetzten Werkzeuge zusammen. Unser hauseigenes Know-how und unsere Kapazitäten zur eigenen Herstellung von Formen erhöhen die Produktionseffizienz und stellen sicher, dass das gegossene Teil den Spezifikationen entspricht. Unsere fachkundigen Ingenieure setzen im Bereich der Formherstellung auf neueste Ausrüstung. Dadurch sind sie in der Lage, hochwertige Werkzeuge zu entwickeln, unter anderem Formen mit mehreren Hohlräumen, Hot-Runner oder Systeme zum Ein- oder Umspritzen. Das sorgt für eine längere Nutzbarkeit und schnellere Markteinführung des Teils.
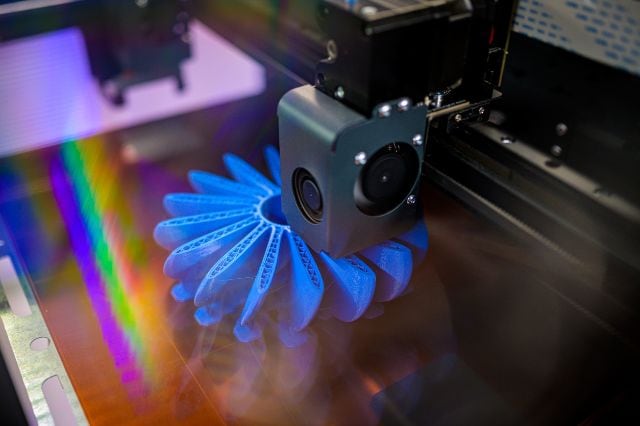
Intelligente Lösungen für Werkzeuge und Prototypen
Mit unserer flexiblen SPRINT Technologie (Soluble Printed Injection Tooling) können wir in nur wenigen Tagen funktionelle spritzgegossene Prototypen entwickeln. Diese SPRINT-Prototypen sind äußerst präzise und hochwertig. Dadurch werden Tests vereinfacht sowie Kosten und Lieferzeit für die Formproduktion verringert. Mitsubishi Chemical Group stellt außerdem Master-Werkzeuge her, bei denen die Formeinsätze ausgetauscht werden können. Dadurch können im selben Formgehäuse Prototypen von mehreren Teilen entstehen. Dies senkt Werkzeugkosten, verringert Lieferzeiten und ermöglicht sogar die kostengünstige Herstellung von Spritzgussteilen in Kleinserie.

Automatisches Spritzgießen
Ein hoher Automatisierungsgrad beim Spritzgussverfahren ermöglicht niedrige Kosten und höchste Qualität. Diese automatisierten Vorgänge kommen vor allem bei Montage, Qualitätssicherung und Verpackung zum Einsatz. Sie schließen Fehler durch Menschen aus und stellen eine nahezu fehlerfreie Qualität sicher. Auch die Handhabung der Ausgangsmaterialien und andere Vorgänge nach dem Spritzgießen laufen automatisch ab, darunter Verpackung und Transport der fertigen Erzeugnisse.

Reinraum-Spritzgießen
Zu den modernen Produktionsanlagen der Mitsubishi Chemical Group zählt auch ein 600 Quadratmeter großer Reinraum. Dieser entspricht den Anforderungen an Klasse 100.000 (ISO 8). Dadurch können wir die strengsten Industrienormen einhalten, die aktuell in der Medizin und in anderen Branchen gelten. Diese beinhalten die Einhaltung strengster Hygieneanforderungen.

Zwei- und Dreikomponenten-Spritzgießen
Bei unseren Herstellungsverfahren sind die neuesten Spritzgusstechnologien beteiligt. Mehrkomponentenguss, Doppelinjektion sowie einziehbare und transferierbare Formen ermöglichen integrale oder separate Gießvorgänge sowie Zeit- und Kostenersparnis bei der Produktmontage. An unseren Standorten Tielt (Belgien) und Budapest (Ungarn) verfügen wir jeweils über spezielle Anlagen für das Zwei- und Dreikomponenten-Spritzgießen.
Medizin
Die Herstellung von Instrumenten und Geräten für Krankenhäuser, Ärzte, medizinische Labore und Forschungseinrichtungen muss weltweit strengen Qualitäts- und Hygieneanforderungen genügen. Unsere technische Fachkompetenz, hochmodernen Produktionsstätten, detaillierte Kenntnis der Vorschriften und ein hohes Maß an Automatisierung stellen sicher, dass die von uns entwickelten Kunststoff-Produkte diese Anforderungen erfüllen. Wir stellen unter anderem optische medizinische Spritzgussteile, Einwegprodukte, Geräte zur Selbstdiagnose und allgemeine medizinische Produkte her. Auch das Reinraum-Spritzgießen zählt zu unserem Angebot.

Automobilindustrie
Mitsubishi Chemical Group entwickelt Komponenten im Auftrag führender internationaler Automobilzulieferer. Dabei werden Produktentwicklung, Fertigung und Montage in einem einzigen, vertikal integrierten Ablauf zusammengefasst. Unsere äußerst präzisen Spritzgussteile sorgen bei Anwendungen in der Fahrzeugelektrik, im Motorraum und im Innenraum für Sicherheit.

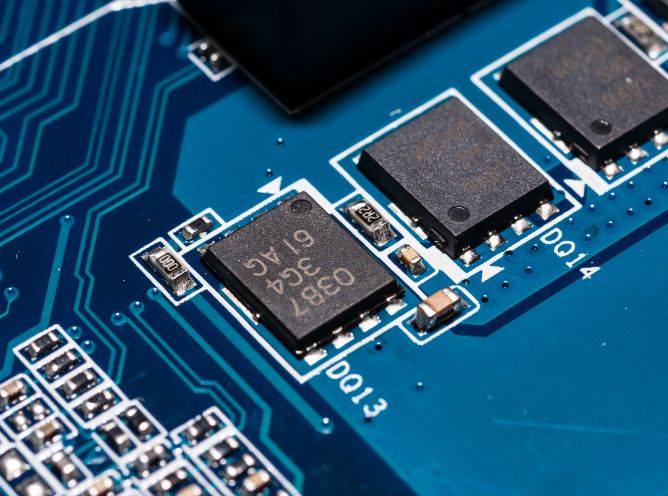
Elektrik und Elektronik
Wir bieten Fachkompetenzen bei der gleichzeitigen Entwicklung von Produkt und Form. Dadurch sind wir ein idealer Partner bei Design und Herstellung von Kunststoffteilen und -systemen für Elektronik. In diesem Markt wird es zunehmend wichtiger, dass Produkte nicht nur einwandfrei funktionieren, sondern auch ansprechend aussehen. Bei diesen Anwendungen konzentrieren wir uns hauptsächlich auf Gehäuse, Rahmen und tragende Teile sowie elektromagnetische Komponenten.
Industrie
Mitsubishi Chemical Group hat umfangreiche Fachkompetenz im Produktdesign und jahrelange Erfahrung im Aufbau eines breiten Portfolios an technischen und Hochleistungs-Kunststoffen. Modene thermoplastische Teile aus unseren Materialien für industrielle Anwendungen erfüllen höchste Qualitätsanforderungen. Sie sind belastbar und hochtemperaturbeständig und bieten viele weitere essenzielle Eigenschaften.

Funktionale Verpackung
Mitsubishi Chemical Group bietet Unternehmen im Bereich Getränkeabfüllung, Verpackung von Hygiene- und Pflegeartikeln umfassende technische Unterstützung. Wir sind ein kooperativer Partner und reagieren nicht nur auf die unmittelbaren Bedürfnisse unserer Kunden. Vielmehr möchten wir innovative und individuelle Lösungen entwickeln und auf lange Sicht wichtigen Mehrwert bieten.

Spritzgussteile in verschiedenen Branchen
Medizin
Die Herstellung von Instrumenten und Geräten für Krankenhäuser, Ärzte, medizinische Labore und Forschungseinrichtungen muss weltweit strengen Qualitäts- und Hygieneanforderungen genügen. Unsere technische Fachkompetenz, hochmodernen Produktionsstätten, detaillierte Kenntnis der Vorschriften und ein hohes Maß an Automatisierung stellen sicher, dass die von uns entwickelten Kunststoff-Produkte diese Anforderungen erfüllen. Wir stellen unter anderem optische medizinische Spritzgussteile, Einwegprodukte, Geräte zur Selbstdiagnose und allgemeine medizinische Produkte her. Auch das Reinraum-Spritzgießen zählt zu unserem Angebot.
Automobilindustrie
Mitsubishi Chemical Group entwickelt Komponenten im Auftrag führender internationaler Automobilzulieferer. Dabei werden Produktentwicklung, Fertigung und Montage in einem einzigen, vertikal integrierten Ablauf zusammengefasst. Unsere äußerst präzisen Spritzgussteile sorgen bei Anwendungen in der Fahrzeugelektrik, im Motorraum und im Innenraum für Sicherheit.
Elektrik und Elektronik
Wir bieten Fachkompetenzen bei der gleichzeitigen Entwicklung von Produkt und Form. Dadurch sind wir ein idealer Partner bei Design und Herstellung von Kunststoffteilen und -systemen für Elektronik. In diesem Markt wird es zunehmend wichtiger, dass Produkte nicht nur einwandfrei funktionieren, sondern auch ansprechend aussehen. Bei diesen Anwendungen konzentrieren wir uns hauptsächlich auf Gehäuse, Rahmen und tragende Teile sowie elektromagnetische Komponenten.
Industrie
Mitsubishi Chemical Group hat umfangreiche Fachkompetenz im Produktdesign und jahrelange Erfahrung im Aufbau eines breiten Portfolios an technischen und Hochleistungs-Kunststoffen. Modene thermoplastische Teile aus unseren Materialien für industrielle Anwendungen erfüllen höchste Qualitätsanforderungen. Sie sind belastbar und hochtemperaturbeständig und bieten viele weitere essenzielle Eigenschaften.
Funktionale Verpackung
Mitsubishi Chemical Group bietet Unternehmen im Bereich Getränkeabfüllung, Verpackung von Hygiene- und Pflegeartikeln umfassende technische Unterstützung. Wir sind ein kooperativer Partner und reagieren nicht nur auf die unmittelbaren Bedürfnisse unserer Kunden. Vielmehr möchten wir innovative und individuelle Lösungen entwickeln und auf lange Sicht wichtigen Mehrwert bieten.

Mitsubishi Chemical Group unterhält zwei primäre Standorte für Dienstleistungen im Bereich Spritzgießen. Beide bieten eine vollautomatisierte Montage für größtmögliche Qualität und Einheitlichkeit. Zu unserer hochmodernen Ausrüstung zählen Spritzgießmaschinen mit Schließkräften zwischen 30 und 800 Tonnen sowie einige Maschinen für das Zwei- und Dreikomponenten-Spritzgießen. In unseren Anlagen können Werkzeuge vor Ort schnell repariert, gewartet und angepasst werden. So stehen sie jederzeit für die Produktion bereit.
Tielt, Belgien (16.600 m2 – etwa 168.000 ft2)
Diese Produktionsstätte bietet CAD-Services, Formfertigung, Werkzeugreparatur und -wartung, Prototypenfertigung, Spritzgießen, Testen, nachgelagerte Vorgänge (Montage, Drucken, Lackieren und Sterilisieren), Logistik, Versand und Werkzeugentwicklung.
Szigetszentmiklós (Budapest), Ungarn (6.600 m2 – etwa 71.000 ft2)
An dieser Produktionsstätte werden Spritzgießen, Werkzeugreparatur und -wartung, Testen, nachgelagerte Vorgänge, Konditionierung, Logistik und Versanddienstleistungen angeboten.
Spritzguss-Komponenten haben kritische Funktionen und erfordern enge Zusammenarbeit zwischen Hersteller und Zulieferer. Als umfassender vertikal integrierter Partner bietet Mitsubishi Chemical Group eine frühe Verknüpfung von Entwicklungs- und Produktionsverfahren, darunter Design Support und korrekte Materialwahl. Mit unseren Spritzguss-Dienstleistungen bieten wir wettbewerbsfähige Teile für die Automobilindustrie, Medizintechnik, Elektronikindustrie sowie viele weitere Branchen.
Kontaktieren Sie unsere Spezialistenteams, indem Sie das Kontaktformular ausfüllen. Wir sind gespannt auf Ihre nächste Aufgabe.
Kontakt
